連系壹兆智能打電話: 0755-27876236移動設備: 135 9019 8504Q Q: 769468702郵箱: zhaoxiandz@163.com
企業博客
更多>>臺灣亞陶ECERA晶振推薦的焊接是電子元件機械和電氣連接技術方法
來源://fzaimi.com 作者:zhaoxiandz 2022年07月18
臺灣亞陶ECERA晶振推薦的焊接是電子元件機械和電氣連接技術方法
技術說明1
推薦的焊接技術
TN1-AP02014第3版
第1頁,共8頁
百利通亞陶ECERA品牌,石英晶振介紹
焊接過程是電子元件進行機械和電氣連接的方法
連接到電路組件中.堅持良好的焊接實踐將保持固有的可靠性
并確保元件良好、可靠地連接到電路組件中.
焊接注意事項
基板:基板是構成印刷電路板通常稱為PCB)的材料.
有許多不同類型的PCB基板材料.最常見的有以下幾種:
基底優點缺點
酚醛樹脂非常便宜,易于打孔和鉆孔.抗振動和機械沖擊能力差.
FR-4價格低廉,易于鉆探.不能打孔,重的部件需要機械支撐.
氧化鋁良好的抗機械沖擊能力.昂貴,膨脹系數與玻璃不匹配.
百利通亞陶晶振為了選擇最適合應用的襯底材料,電路組件的設計者必須
權衡這五個因素:
1.將被焊接到PCB上的所有元件的膨脹系數,
2.基底的膨脹系數,
3.基板的成本,
4.對襯底進行任何二次操作的成本,如鉆"通孔",以及
5.特定應用問題,如抗振性和重量.
元件的膨脹系數必須與印刷電路板的膨脹系數相匹配.當一個
PCB組件是焊接的,而元件和印刷電路板的膨脹系數不是焊接的
匹配時,當組件冷卻時,焊點可能破裂,或者零件本體可能破裂或粉碎.
.JPG)
2臺灣進口石英晶振
PCB焊盤布局和焊膏厚度:使用正確的布局模式非常重要
以確保良好的焊接連接,特別是對于通過回流工藝焊接的表面安裝元件.
許多表面貼裝元件有三個以上的端子,形成器件的"覆蓋區".
理想情況下,器件的每個端子都應形成一個完美的安裝平面.在現實世界中,那里
是與每條引線與預定平面的接近程度相關的容差.這是一個衡量標準
特征稱為共面性.在大多數情況下,設備的一些端子不會完全對齊
具有預定的安裝平面.在紅外回流焊接工藝中,PCB焊盤涂有焊料
粘貼圖3).當組件在烘箱中加熱時,焊膏變暖并回流.作為焊料
焊膏液化,在PCB焊盤的中心形成一個頂點.該頂點必須接觸器件的端子
為了取得聯系.使用IR回流工藝時,焊接工藝工程師必須考慮百利通亞陶ECERA品牌,石英晶振
.JPG)
石英晶振確定焊膏厚度時的焊盤布局和器件的共面性.圖4顯示了
器件共面性差,焊膏厚度不足以覆蓋頂點的故障模式
以接觸成形不良的端子.
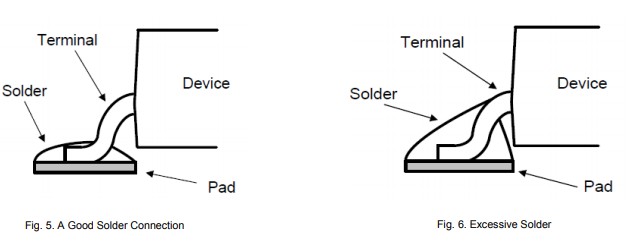
還必須注意不要使用過多的焊膏.過多的錫膏會導致過多的焊料
在拍紙簿上.許多表面安裝元件的端子被設計成可彎曲的,這使得端子
以承受機械和熱應力而不斷裂.當過量的焊料被
施加時,端子被束縛在焊料中,力從端子轉移開百利通亞陶ECERA品牌,石英晶振
進入設備的內部結構.這可能導致直接或潛在的失敗.圖5顯示了一種焊料
用適量的焊料連接,圖6顯示過量的焊料.
3
助焊劑和清洗:焊接中另一個主要考慮的因素是助焊劑.助焊劑,與一起使用
在焊接過程中,焊料是幫助焊料流動的材料.適當的選擇
焊劑及其正確應用對正確焊接至關重要.通量具有不同的活性水平,或
能夠清除器件端子和PCB焊盤上的污染物.
焊劑的一個關鍵特征是它們的溶解性.助焊劑的溶解度決定了哪些清洗過程可以
用于清除焊劑.過去,許多電路組裝設備使用活性的非水溶性助焊劑.
活性焊劑能夠從器件的引線或端子上去除表面氧化物,
具有良好潤濕性的光滑焊點.然而,活性焊劑具有很強的腐蝕性.當活性通量
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振沒有完全去除,焊點更容易被腐蝕
組件可能會降級.必須清除PCB上的活性焊劑.移除過程稱為
清潔或洗滌.許多高效去除焊劑的材料例如氟利昂和
三氯乙烷)幾年前成為環境立法的對象,現在它們在美國是非法的
有環保意識的國家.由于這些擔憂,出現了以下兩種趨勢:
1.一些電路組裝者已經轉向低放射性通量.現在有這樣的焊劑
低活性水平,因此沒有必要將其從PCB上移除.這種通量通常
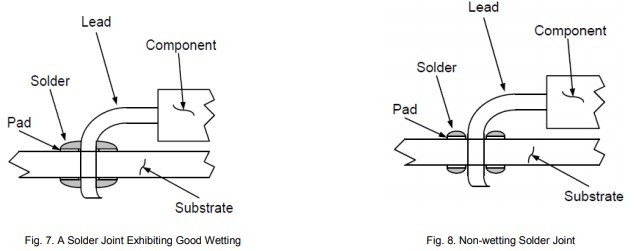
稱為"免洗""免洗"助焊劑.然而,低活性通量經常導致潤濕性
問題.潤濕性是衡量焊料將器件引線或端子連接到PC上的程度
電路板圖7).低放射性通量工藝中的兩個重要因素是設備的清潔度
引線或端子,以及引線或端子的電鍍厚度.如果設備的端子
如果不夠干凈,可能會發生脫濕.如果器件端子的電鍍厚度不足,
可能會發生不潤濕.
去濕:低活性水平的焊劑在去除氧化物和污染物方面不太有效
來自器件引線或端子的活性焊劑.當污染物沒有被適當地從
器件的焊盤和/或引線會發生去濕.去濕的特征在于
接合表面上不規則且分散的焊料滴,通常被一薄層焊料隔開
他們之間.
不潤濕:如果鍍層厚度達到以下要求,焊料可能不會附著在器件的引線或端子上
太瘦了.這個問題尤其適用于軸向引線的器件,因為焊料必須橋接
穿過從焊盤到引腳的通孔圖8).石英晶體諧振器
2.由于上述對低放射性通量的關注,電子工業已經
開發了水溶性的高活性焊劑.這些新型焊劑提供了
高效助焊劑與水溶性相結合,易于清洗.
4
臺灣貼片晶振電鍍成分:元件的引線或端子通常由銅、銅
合金或其他合金,例如杜美石.引線鍍有一種或多種其他金屬.三種常見電鍍
材料有錫、鉛和銀.電鍍材料的成分直接影響鍍層的可焊性
設備.當合金用于電鍍時,它從固態轉變為液態的溫度是
稱為共晶溫度.許多軸向引線元件鍍有100%或90%的錫
錫Sn)/10%鉛Pb).100%錫的熔點約為232°C,90Sn/10Pb具有共晶成分
大約216℃的溫度.許多表面安裝元件鍍有60%錫的合金,
40%的鉛Pb),其在大約190℃時是共晶的.電鍍合金的共晶溫度
確定焊接工藝溫度的最低限值,以便對器件上的鍍層進行回流
引線或端子.
主體成分:設備的主體成分也與焊接工藝有關.這
許多部件的主體材料由塑料環氧樹脂組成,可分為兩大類:
熱塑性塑料:熱塑性塑料可以多次熔化和重塑.一種這樣的主體材料是
稱為熱塑性塑料,其在280℃左右熔化.熱塑性塑料的熔化溫度為
相對接近它們的引線或端子上的鍍層的共晶點.焊接工藝工程師
應確保峰值焊接溫度不超過任何材料的熔化溫度
熱塑性塑料體設備.
熱固性塑料:與熱塑性塑料形成對比的是熱固性塑料,如Duroplast
只有一次.隨后暴露在高溫下例如在大多數焊料的范圍內
過程)導致材料變硬而不是變軟.暴露在過高的溫度下會導致
熱固性塑料破裂或粉碎.
焊接方法和工藝階段
目前常用的焊接方法包括:
波峰焊接:波峰焊接仍然廣泛用于軸向引線裝置和混合技術
董事會.表面貼裝元件可以波峰焊成功,如果建議在這
遵循文檔.表面貼裝元件必須首先用粘合劑安裝到PCB上
在它們能夠通過焊料波之前.
回流焊接:大多數表面貼裝元件都是回流焊接的.回流的兩種主要類型
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振流程包括:
1.紅外線回流-最常見的回流工藝.
2.氣相回流-由于碳氟化合物的環境限制而迅速消失.
焊接有四個過程階段:
1.預熱:預熱過程在任何焊接過程中都非常重要.避免熱量
PCB組件必須預熱,否則會損壞元件.可能會發生直接或潛在的損害
如果預熱不當,會損壞部件.
2.保溫:建議保溫一段時間,這樣不同熱質量的部件將接近相同的溫度
峰值階段前的溫度.在回流焊接過程中,這是焊劑開始熔化的時期
分解會抑制焊料粘附的氧化物.
5
焊接方法和工藝階段續)
3.峰值/回流:
溫度:峰值焊接溫度的范圍取決于幾個因素,其中兩個因素是
這些在前面的章節中已經描述過:電鍍和主體成分.最低限度
焊接溫度范圍應至少比的共晶溫度高5-10°C
電鍍合金.最高焊接溫度應至少比熔化溫度低5-10℃
任何熱塑性部件如果使用)的溫度.
時間:器件必須在峰值焊接溫度下保持足夠長的時間,以確保
焊料連接的適當潤濕.然而,保持峰值焊接時間最小
為了避免損壞設備的可能性并提高吞吐量,建議使用.
4.冷卻:在器件暴露在最高焊接溫度下后,它們會經歷一個冷卻過程
下行過程.雖然一些制造商在自由空氣中冷卻他們的PCB組件,但最好使用
可控溫箱可更好地控制溫度梯度.
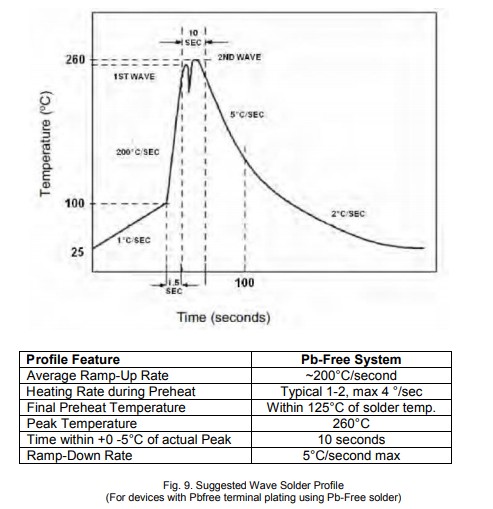
焊接工藝的建議熱分布圖
DiodesIncorporated提供了以下焊接工藝的一般熱分布圖圖9和10)
僅作為示例.焊接工藝工程師應始終優化每個電路的熱分布
根據其具體要求進行裝配.
6
SMD晶振焊接工藝建議
1.第一批表面貼裝封裝之一,被引入并被生產部門接受
社區是塑料MELF金屬化電極面)封裝.雖然塑料MELF產品
經常用于波峰焊應用中,如果它們
用于非優化的波峰焊工藝中.卓越的表面貼裝封裝已經
自推出以來不斷發展,在wave中已被證明更堅固、更可靠
焊接工藝.我們特別推薦我們的SMA、SMB、SMC和PowerDI
123和PowerDI5
時尚設備.臺灣亞陶ECERA晶振,FL2400135Z,無源晶振
用于將PCB布局從MELF轉換為SMA、SMB或
PowerDI5.
2.由于大部件和小部件的熱容量不同以及設備磨損,局部
回流焊接過程中可能會產生"熱點"和"冷點".應特別注意
避免"熱點"中的小部件損壞和較大部件的去濕或不濕
"冷點"中的組件.一個好的做法是在幾個位置安裝微型熱電偶
懷疑是熱點和冷點的PCB上.然后可以將回流焊接輪廓
進行相應的調整以獲得最佳的焊接效果.一個好的做法是將PCB組件放置在
傳送系統上的規則、重復位置,以實現連續的均勻焊接
程序集.
.JPG)
7
焊接工藝建議續)
3.大多數百利通臺灣亞陶ECERA品牌公司的符合RoHS標準無鉛)的器件上的引線都有一層亞光錫Sn)鍍層
在合金42引線框上.一些設備有鍍銀層.啞光錫飾面需要
比我們的標準產品217-235°C)具有更高的焊接溫度235-255°C),標準產品具有錫/鉛
錫-鉛)飾面.
4.IPC/JEDEC文件J-STD-020C提供了適用于錫鉛和無鉛的回流曲線
設備.該曲線不推薦用于回流焊接.相反,它是溫度對時間的關系
為了保持期望的濕度靈敏度,設備必須承受而不失效的輪廓
水平.從這個意義上說,它代表了一個器件應該承受的最大應力.
5.百利通臺灣亞陶ECERA品牌公司的焊接建議符合JEDEC標準,應被視為
制定回流焊規范的合理起點.實際溫度將取決于
取決于您的焊接合金、PCB布局、銅的重量、焊盤尺寸和其他變量.無論如何,
超過260°C的溫度違反了百利通臺灣亞陶ECERA品牌公司的規范.
返工建議
熱氣導管:熱氣導管應設置成將氣體溫度限制在最高300°C
距離噴嘴尖端3毫米.
烙鐵:
1.只能使用恒溫控制的熨斗.鉆頭的直徑不應超過
1毫米,并應設定其最高溫度不得超過300攝氏度
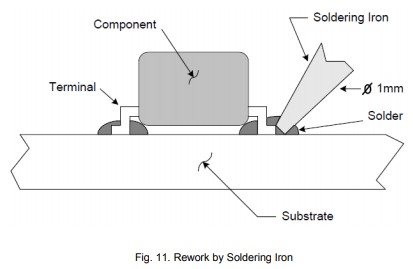
2.鉆頭不得接觸部件主體.僅應接觸元件引線或
印刷電路板上的焊盤圖11).
3.元件引線上允許的最大溫度-時間組合為300°C,持續10分鐘秒.
8
亞陶晶振重要通知
DIODESINCORPORATED對本文件不作任何明示或暗示的保證,
包括但不限于對適銷性和特定用途適用性的暗示保證
以及任何司法管轄區法律下的等同物).
DiodesIncorporated及其子公司保留修改、增強、改進、更正或其他變更的權利
對本文檔和此處描述的任何產品不再另行通知.亞陶公司不承擔任何責任
本文檔或本文描述的任何產品的應用或使用;DiodesIncorporated也不轉讓其專利下的任何許可
商標權,也不是其他人的權利.在此類應用中,本文檔或本文所述產品的任何客戶或用戶應
承擔此類使用的所有風險,并同意持有百利通臺灣亞陶ECERA品牌股份有限公司和百利通臺灣亞陶ECERA品牌上有其產品的所有公司
公司網站,對所有損害無害.
百利通臺灣亞陶ECERA品牌公司不保證或接受任何通過未經授權的銷售購買的任何產品的任何責任
渠道.
如果客戶購買或使用百利通臺灣亞陶ECERA品牌公司的產品用于任何非預期或未經授權的用途,客戶應賠償
并保護百利通臺灣亞陶ECERA品牌公司及其代表免受因以下原因直接引起的所有索賠、損害、費用和律師費
或間接,任何與此類非故意或未經授權的應用相關的人身傷害或死亡索賠.
此處描述的產品可能被一個或多個正在申請的美國、國際或外國專利覆蓋.產品名稱和
此處提到的標記也可能被一個或多個美國、國際或外國商標所覆蓋.
本文檔以中文編寫,但可能會翻譯成多種語言以供參考.只有本文件的中文版本是
百利通臺灣亞陶ECERA品牌公司發布的最終和決定性格式.
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振生命維持
百利通臺灣亞陶ECERA品牌公司的產品未經授權不得用作生命支持設備或系統中的關鍵部件
百利通臺灣亞陶ECERA品牌公司首席執行官的明確書面批準.如這里所使用的:
A.生命支持設備或系統是指:
1.旨在植入體內,或
2.支持或維持生命,但未能按照中提供的使用說明正確使用
標簽可能會對使用者造成嚴重傷害.
B.關鍵部件是生命支持設備或系統中的任何部件,其故障可能會導致
生命支持設備故障或影響其安全性或有效性.
客戶表示他們在他們的生命支持設備或系統的安全和管理方面具有所有必要的專業知識,
并承認和同意,他們全權負責與其產品相關的所有法律、法規和安全要求
石英晶體以及在此類安全關鍵的生命支持設備或系統中使用百利通臺灣亞陶ECERA品牌公司的產品,盡管百利通臺灣亞陶ECERA品牌公司可能提供任何設備或系統相關信息或支持.此外,客戶必須完全賠償百利通臺灣亞陶ECERA品牌公司
其代表對因在此類安全關鍵的生命支持設備中使用百利通臺灣亞陶ECERA品牌公司產品而導致的任何損害負責,或系統.
技術說明1
推薦的焊接技術
TN1-AP02014第3版
第1頁,共8頁
百利通亞陶ECERA品牌,石英晶振介紹
焊接過程是電子元件進行機械和電氣連接的方法
連接到電路組件中.堅持良好的焊接實踐將保持固有的可靠性
并確保元件良好、可靠地連接到電路組件中.
焊接注意事項
基板:基板是構成印刷電路板通常稱為PCB)的材料.
有許多不同類型的PCB基板材料.最常見的有以下幾種:
基底優點缺點
酚醛樹脂非常便宜,易于打孔和鉆孔.抗振動和機械沖擊能力差.
FR-4價格低廉,易于鉆探.不能打孔,重的部件需要機械支撐.
氧化鋁良好的抗機械沖擊能力.昂貴,膨脹系數與玻璃不匹配.
百利通亞陶晶振為了選擇最適合應用的襯底材料,電路組件的設計者必須
權衡這五個因素:
1.將被焊接到PCB上的所有元件的膨脹系數,
2.基底的膨脹系數,
3.基板的成本,
4.對襯底進行任何二次操作的成本,如鉆"通孔",以及
5.特定應用問題,如抗振性和重量.
元件的膨脹系數必須與印刷電路板的膨脹系數相匹配.當一個
PCB組件是焊接的,而元件和印刷電路板的膨脹系數不是焊接的
匹配時,當組件冷卻時,焊點可能破裂,或者零件本體可能破裂或粉碎.
2臺灣進口石英晶振
PCB焊盤布局和焊膏厚度:使用正確的布局模式非常重要
以確保良好的焊接連接,特別是對于通過回流工藝焊接的表面安裝元件.
許多表面貼裝元件有三個以上的端子,形成器件的"覆蓋區".
理想情況下,器件的每個端子都應形成一個完美的安裝平面.在現實世界中,那里
是與每條引線與預定平面的接近程度相關的容差.這是一個衡量標準
特征稱為共面性.在大多數情況下,設備的一些端子不會完全對齊
具有預定的安裝平面.在紅外回流焊接工藝中,PCB焊盤涂有焊料
粘貼圖3).當組件在烘箱中加熱時,焊膏變暖并回流.作為焊料
焊膏液化,在PCB焊盤的中心形成一個頂點.該頂點必須接觸器件的端子
為了取得聯系.使用IR回流工藝時,焊接工藝工程師必須考慮百利通亞陶ECERA品牌,石英晶振
石英晶振確定焊膏厚度時的焊盤布局和器件的共面性.圖4顯示了
器件共面性差,焊膏厚度不足以覆蓋頂點的故障模式
以接觸成形不良的端子.
還必須注意不要使用過多的焊膏.過多的錫膏會導致過多的焊料
在拍紙簿上.許多表面安裝元件的端子被設計成可彎曲的,這使得端子
以承受機械和熱應力而不斷裂.當過量的焊料被
施加時,端子被束縛在焊料中,力從端子轉移開百利通亞陶ECERA品牌,石英晶振
進入設備的內部結構.這可能導致直接或潛在的失敗.圖5顯示了一種焊料
用適量的焊料連接,圖6顯示過量的焊料.
3
助焊劑和清洗:焊接中另一個主要考慮的因素是助焊劑.助焊劑,與一起使用
在焊接過程中,焊料是幫助焊料流動的材料.適當的選擇
焊劑及其正確應用對正確焊接至關重要.通量具有不同的活性水平,或
能夠清除器件端子和PCB焊盤上的污染物.
焊劑的一個關鍵特征是它們的溶解性.助焊劑的溶解度決定了哪些清洗過程可以
用于清除焊劑.過去,許多電路組裝設備使用活性的非水溶性助焊劑.
活性焊劑能夠從器件的引線或端子上去除表面氧化物,
具有良好潤濕性的光滑焊點.然而,活性焊劑具有很強的腐蝕性.當活性通量
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振沒有完全去除,焊點更容易被腐蝕
組件可能會降級.必須清除PCB上的活性焊劑.移除過程稱為
清潔或洗滌.許多高效去除焊劑的材料例如氟利昂和
三氯乙烷)幾年前成為環境立法的對象,現在它們在美國是非法的
有環保意識的國家.由于這些擔憂,出現了以下兩種趨勢:
1.一些電路組裝者已經轉向低放射性通量.現在有這樣的焊劑
低活性水平,因此沒有必要將其從PCB上移除.這種通量通常
稱為"免洗""免洗"助焊劑.然而,低活性通量經常導致潤濕性
問題.潤濕性是衡量焊料將器件引線或端子連接到PC上的程度
電路板圖7).低放射性通量工藝中的兩個重要因素是設備的清潔度
引線或端子,以及引線或端子的電鍍厚度.如果設備的端子
如果不夠干凈,可能會發生脫濕.如果器件端子的電鍍厚度不足,
可能會發生不潤濕.
去濕:低活性水平的焊劑在去除氧化物和污染物方面不太有效
來自器件引線或端子的活性焊劑.當污染物沒有被適當地從
器件的焊盤和/或引線會發生去濕.去濕的特征在于
接合表面上不規則且分散的焊料滴,通常被一薄層焊料隔開
他們之間.
不潤濕:如果鍍層厚度達到以下要求,焊料可能不會附著在器件的引線或端子上
太瘦了.這個問題尤其適用于軸向引線的器件,因為焊料必須橋接
穿過從焊盤到引腳的通孔圖8).石英晶體諧振器
2.由于上述對低放射性通量的關注,電子工業已經
開發了水溶性的高活性焊劑.這些新型焊劑提供了
高效助焊劑與水溶性相結合,易于清洗.
4
臺灣貼片晶振電鍍成分:元件的引線或端子通常由銅、銅
合金或其他合金,例如杜美石.引線鍍有一種或多種其他金屬.三種常見電鍍
材料有錫、鉛和銀.電鍍材料的成分直接影響鍍層的可焊性
設備.當合金用于電鍍時,它從固態轉變為液態的溫度是
稱為共晶溫度.許多軸向引線元件鍍有100%或90%的錫
錫Sn)/10%鉛Pb).100%錫的熔點約為232°C,90Sn/10Pb具有共晶成分
大約216℃的溫度.許多表面安裝元件鍍有60%錫的合金,
40%的鉛Pb),其在大約190℃時是共晶的.電鍍合金的共晶溫度
確定焊接工藝溫度的最低限值,以便對器件上的鍍層進行回流
引線或端子.
主體成分:設備的主體成分也與焊接工藝有關.這
許多部件的主體材料由塑料環氧樹脂組成,可分為兩大類:
熱塑性塑料:熱塑性塑料可以多次熔化和重塑.一種這樣的主體材料是
稱為熱塑性塑料,其在280℃左右熔化.熱塑性塑料的熔化溫度為
相對接近它們的引線或端子上的鍍層的共晶點.焊接工藝工程師
應確保峰值焊接溫度不超過任何材料的熔化溫度
熱塑性塑料體設備.
熱固性塑料:與熱塑性塑料形成對比的是熱固性塑料,如Duroplast
只有一次.隨后暴露在高溫下例如在大多數焊料的范圍內
過程)導致材料變硬而不是變軟.暴露在過高的溫度下會導致
熱固性塑料破裂或粉碎.
焊接方法和工藝階段
目前常用的焊接方法包括:
波峰焊接:波峰焊接仍然廣泛用于軸向引線裝置和混合技術
董事會.表面貼裝元件可以波峰焊成功,如果建議在這
遵循文檔.表面貼裝元件必須首先用粘合劑安裝到PCB上
在它們能夠通過焊料波之前.
回流焊接:大多數表面貼裝元件都是回流焊接的.回流的兩種主要類型
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振流程包括:
1.紅外線回流-最常見的回流工藝.
2.氣相回流-由于碳氟化合物的環境限制而迅速消失.
焊接有四個過程階段:
1.預熱:預熱過程在任何焊接過程中都非常重要.避免熱量
PCB組件必須預熱,否則會損壞元件.可能會發生直接或潛在的損害
如果預熱不當,會損壞部件.
2.保溫:建議保溫一段時間,這樣不同熱質量的部件將接近相同的溫度
峰值階段前的溫度.在回流焊接過程中,這是焊劑開始熔化的時期
分解會抑制焊料粘附的氧化物.
5
焊接方法和工藝階段續)
3.峰值/回流:
溫度:峰值焊接溫度的范圍取決于幾個因素,其中兩個因素是
這些在前面的章節中已經描述過:電鍍和主體成分.最低限度
焊接溫度范圍應至少比的共晶溫度高5-10°C
電鍍合金.最高焊接溫度應至少比熔化溫度低5-10℃
任何熱塑性部件如果使用)的溫度.
時間:器件必須在峰值焊接溫度下保持足夠長的時間,以確保
焊料連接的適當潤濕.然而,保持峰值焊接時間最小
為了避免損壞設備的可能性并提高吞吐量,建議使用.
4.冷卻:在器件暴露在最高焊接溫度下后,它們會經歷一個冷卻過程
下行過程.雖然一些制造商在自由空氣中冷卻他們的PCB組件,但最好使用
可控溫箱可更好地控制溫度梯度.
焊接工藝的建議熱分布圖
DiodesIncorporated提供了以下焊接工藝的一般熱分布圖圖9和10)
僅作為示例.焊接工藝工程師應始終優化每個電路的熱分布
根據其具體要求進行裝配.
6
SMD晶振焊接工藝建議
1.第一批表面貼裝封裝之一,被引入并被生產部門接受
社區是塑料MELF金屬化電極面)封裝.雖然塑料MELF產品
經常用于波峰焊應用中,如果它們
用于非優化的波峰焊工藝中.卓越的表面貼裝封裝已經
自推出以來不斷發展,在wave中已被證明更堅固、更可靠
焊接工藝.我們特別推薦我們的SMA、SMB、SMC和PowerDI
123和PowerDI5
時尚設備.臺灣亞陶ECERA晶振,FL2400135Z,無源晶振
用于將PCB布局從MELF轉換為SMA、SMB或
PowerDI5.
2.由于大部件和小部件的熱容量不同以及設備磨損,局部
回流焊接過程中可能會產生"熱點"和"冷點".應特別注意
避免"熱點"中的小部件損壞和較大部件的去濕或不濕
"冷點"中的組件.一個好的做法是在幾個位置安裝微型熱電偶
懷疑是熱點和冷點的PCB上.然后可以將回流焊接輪廓
進行相應的調整以獲得最佳的焊接效果.一個好的做法是將PCB組件放置在
傳送系統上的規則、重復位置,以實現連續的均勻焊接
程序集.
7
焊接工藝建議續)
3.大多數百利通臺灣亞陶ECERA品牌公司的符合RoHS標準無鉛)的器件上的引線都有一層亞光錫Sn)鍍層
在合金42引線框上.一些設備有鍍銀層.啞光錫飾面需要
比我們的標準產品217-235°C)具有更高的焊接溫度235-255°C),標準產品具有錫/鉛
錫-鉛)飾面.
4.IPC/JEDEC文件J-STD-020C提供了適用于錫鉛和無鉛的回流曲線
設備.該曲線不推薦用于回流焊接.相反,它是溫度對時間的關系
為了保持期望的濕度靈敏度,設備必須承受而不失效的輪廓
水平.從這個意義上說,它代表了一個器件應該承受的最大應力.
5.百利通臺灣亞陶ECERA品牌公司的焊接建議符合JEDEC標準,應被視為
制定回流焊規范的合理起點.實際溫度將取決于
取決于您的焊接合金、PCB布局、銅的重量、焊盤尺寸和其他變量.無論如何,
超過260°C的溫度違反了百利通臺灣亞陶ECERA品牌公司的規范.
返工建議
熱氣導管:熱氣導管應設置成將氣體溫度限制在最高300°C
距離噴嘴尖端3毫米.
烙鐵:
1.只能使用恒溫控制的熨斗.鉆頭的直徑不應超過
1毫米,并應設定其最高溫度不得超過300攝氏度
2.鉆頭不得接觸部件主體.僅應接觸元件引線或
印刷電路板上的焊盤圖11).
3.元件引線上允許的最大溫度-時間組合為300°C,持續10分鐘秒.
8
亞陶晶振重要通知
DIODESINCORPORATED對本文件不作任何明示或暗示的保證,
包括但不限于對適銷性和特定用途適用性的暗示保證
以及任何司法管轄區法律下的等同物).
DiodesIncorporated及其子公司保留修改、增強、改進、更正或其他變更的權利
對本文檔和此處描述的任何產品不再另行通知.亞陶公司不承擔任何責任
本文檔或本文描述的任何產品的應用或使用;DiodesIncorporated也不轉讓其專利下的任何許可
商標權,也不是其他人的權利.在此類應用中,本文檔或本文所述產品的任何客戶或用戶應
承擔此類使用的所有風險,并同意持有百利通臺灣亞陶ECERA品牌股份有限公司和百利通臺灣亞陶ECERA品牌上有其產品的所有公司
公司網站,對所有損害無害.
百利通臺灣亞陶ECERA品牌公司不保證或接受任何通過未經授權的銷售購買的任何產品的任何責任
渠道.
如果客戶購買或使用百利通臺灣亞陶ECERA品牌公司的產品用于任何非預期或未經授權的用途,客戶應賠償
并保護百利通臺灣亞陶ECERA品牌公司及其代表免受因以下原因直接引起的所有索賠、損害、費用和律師費
或間接,任何與此類非故意或未經授權的應用相關的人身傷害或死亡索賠.
此處描述的產品可能被一個或多個正在申請的美國、國際或外國專利覆蓋.產品名稱和
此處提到的標記也可能被一個或多個美國、國際或外國商標所覆蓋.
本文檔以中文編寫,但可能會翻譯成多種語言以供參考.只有本文件的中文版本是
百利通臺灣亞陶ECERA品牌公司發布的最終和決定性格式.
臺灣亞陶ECERA晶振,FL2400135Z,無源晶振生命維持
百利通臺灣亞陶ECERA品牌公司的產品未經授權不得用作生命支持設備或系統中的關鍵部件
百利通臺灣亞陶ECERA品牌公司首席執行官的明確書面批準.如這里所使用的:
A.生命支持設備或系統是指:
1.旨在植入體內,或
2.支持或維持生命,但未能按照中提供的使用說明正確使用
標簽可能會對使用者造成嚴重傷害.
B.關鍵部件是生命支持設備或系統中的任何部件,其故障可能會導致
生命支持設備故障或影響其安全性或有效性.
客戶表示他們在他們的生命支持設備或系統的安全和管理方面具有所有必要的專業知識,
并承認和同意,他們全權負責與其產品相關的所有法律、法規和安全要求
石英晶體以及在此類安全關鍵的生命支持設備或系統中使用百利通臺灣亞陶ECERA品牌公司的產品,盡管百利通臺灣亞陶ECERA品牌公司可能提供任何設備或系統相關信息或支持.此外,客戶必須完全賠償百利通臺灣亞陶ECERA品牌公司
其代表對因在此類安全關鍵的生命支持設備中使用百利通臺灣亞陶ECERA品牌公司產品而導致的任何損害負責,或系統.
正在載入評論數據...
此文關鍵字: 百利通亞陶ECERA品牌石英晶振
相關資訊
- [2024-08-13]12.8873 KX-7T 3225 26M 12PF 3...
- [2024-06-29]愛普生溫補晶振X1G0042010017 T...
- [2024-05-24]ConnorWinfield如何使用頻率控制...
- [2024-04-23]Abracon超小型2.0產品ABM13W-52...
- [2024-04-01]常用無線藍牙晶振FCX3M02600009...
- [2024-03-27]日本富士Fuji無線網路Wi-Fi晶振...
- [2024-03-26]Wi-Fi6E通信通訊設備FCT1M03276...
- [2024-03-15]為市場提供最高品質晶振的QVS晶...